36種常用塑料加工溫度及壓力參數
ABS(丙烯腈-丁二烯-苯乙烯共聚合物)
1. 依照流動性選定適當之澆道及澆口。
2. 對應澆口位置選擇適當熔合狀態。
3. 由於高壓成形,退縮傾斜須在2°以上。
4. 成形收縮率須在0.5%左右。
5. 常用於鍍金品,其注意事項如下:
(1) 料管溫度宜高,約220℃~250℃;
(2) 射出溫度宜慢(用二次加壓法)、射出壓力宜低;
(3) 不可用離模劑;
(4) 不可有收縮下陷及熔接線之流痕;
(5) 成品表麵不可有創痕。
6. 加熱溫度180~290℃、模具溫度50~80℃、料管溫度200~230℃、噴出料溫度200~240℃、射出壓力700~1500kg/cm²、最低操作溫度260℃。7. 使用熱風幹燥機、幹燥溫度為80~100℃、需時2~4小時(0.3%以下)、料管溫度第一段為220~240℃;第二段為210~240℃;第三段為180~230℃;第四段為150~180℃;模具表麵溫度50~90℃、射出壓力500~2100kg/cm²。8. 溫度設定:射嘴203~295℃、前段220~295℃、中段210~290℃、後段180~210℃;螺杆轉速70~150rpm、模具溫度10~80℃、保壓30~60%、背壓100~250kg/cm²。9. 密度1.04~1.06g/cc,變形溫度82~122℃,成型收縮率0.4~0.8%,比重1.0~1.2,線膨脹係數0.00006~0.00013/℃,成型收縮率0.3~0.8%,熱變形溫度66~107℃(88~113℃)。
AS(SAN)丙烯腈-苯乙烯共聚合物
1. 成形品有缽裂之虞者,注意成形品設計。特殊情況使用1°以上之退縮傾斜,注意模具不得有低陷部分。
2. 成形收縮率為0.45%左右、加熱溫度170~310℃、使用熱風幹燥機、幹燥時間2~3小時(0.1%以下)、幹燥溫度80~100℃、料管溫度180~290℃、。
3. 溫度設定:射嘴205~240℃、前段190~235℃、中段180~230℃、後段180~210℃;螺杆轉速70~150rpm、模具溫度35~80℃、射出壓力700~2300kg/cm²、保壓30~60%、背壓100~200kg/cm²。
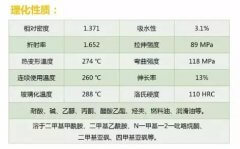
4. 線膨脹係數0.00006~0.00008/℃,成型收縮率0.2~0.7%,熱變形溫度91~93℃(88~99℃)、玻璃轉移溫度125℃、傳導係數0.0003cal.cm.s.sm/℃、密度1.06~1.08g/cm³、抗拉強度650~800kgf/cm²、拉伸率2~3%、彈性係數32000~37000 kgf/cm²、2.1~3.2kgf.cm/cm、洛式硬度M80、透明、吸水性0.2~0.3%。
CA(醋酸纖維素)
1. 材料須預行幹燥,幹燥溫度75~80℃,幹燥時間2~6小時,比重1.29。
2. 成形收縮率為0.5%左右。
3. 加熱溫度170~265℃、模具溫度20~80℃。
CAB(醋酸丁酸纖維素)
1. 加熱溫度170~265℃、模具溫度20~80℃。
2. 幹燥溫度75~80℃,幹燥時間2~6小時。
CP(丙酸纖維素)
1. 加熱溫度170~265℃、模具溫度20~80℃。
EVA(乙烯-醋酸乙烯共聚物(橡皮膠))
1. 溫度設定:射嘴185℃、前段166℃、中段160℃、後段150℃;螺杆轉速最大、模具溫度35~45℃、背壓10kg。
2. 料管溫度150~180℃、射嘴150℃、第一段150℃、第二段140℃、第三段120℃、模溫30~40℃、射出壓力600~800kg/cm²、成形收縮率0.7~2%、幹燥溫度40~50℃、幹燥時間2~4小時。
PET(聚對苯二甲酸二乙酯)
1. UL長期耐熱140℃,熱變形溫度達225℃。
2. 結晶速率較慢,幹燥及加工條件要求嚴苛。
3. 幹燥:140℃3小時或120℃5~8小時。
4. 射出溫度:235℃~250℃
5. 模溫:40℃~80℃。
HDPE(高密度聚乙烯)
1. 溫度設定:射嘴210℃、前段200℃、中段200℃、後段195℃;螺杆轉速140rpm、背壓15kg。
2. 線膨脹係數0.00010~0.00013/℃,成型收縮率1.2~5.0 %、比重0.93~0.97熱變形溫度43~49℃(60~82℃)。
3. 料管溫度160~310℃、射嘴190℃、第一段190℃、第二段180℃、第三段160℃、模溫10~70℃、射出壓力300~1400kg/cm²、成形收縮率1.5~5%。
HIPS(高衝擊聚苯乙烯(不碎膠、高衝擊硬膠、耐衝擊聚苯乙烯))
1. 溫度設定:射嘴220~240℃、前段210~230℃、中段200~230℃、後段190~215℃;螺杆轉速135~215rpm、模具溫度25℃、背壓5-10kg比重1.05g/c.c.。
2. 線膨脹係數0.000034~0.00021/℃,成型收縮率0.2~0.6%,熱變形溫度96℃。
LCP Ⅰ型(液晶高分子Ⅰ型)
1. 密度1.35~1.45g/cc,變形溫度198~310℃,成型收縮率0.1~1.4%。
2. 固化速度快、樹脂溫度390℃、模具溫度120℃、射出壓力400kg/cm²、射出速度快、成形時間短、預備幹燥170℃、需時3小時、玻璃纖維強化85。
LCP Ⅱ型(液晶高分子Ⅱ型)
1. 密度1.35~1.45g/cc,變形溫度198~310℃,成型收縮率0.1~1.0%。
2. 固化速度快、樹脂溫度300℃、模具溫度100℃、射出壓力300kg/cm²、射出速度快、成形時間短、預備幹燥150℃、需時4小時以上、玻璃纖維強化170、流動性210。
LCP Ⅲ型(液晶高分子Ⅲ型)
1. 密度1.35~1.45g/cc,變形溫度198~310℃,成型收縮率0.1~1.0%。
2. 固化速度快、樹脂溫度260℃、模具溫度100℃、射出壓力300kg/cm²、射出速度快、成形時間短、預備幹燥140℃、需時3小時、玻璃纖維強化230。
LDPE(低密度聚乙烯(軟膠、花料、筒料、吹瓶料))
1. 溫度設定:射嘴140~190℃、前段140~200℃、中段135~195℃、後段130~180℃;螺杆轉速210~220rpm、模具溫度10~70℃、料管溫度150~310℃、背壓5-10kg、模溫30~50℃、射出壓力360~500kg/cm²。
2. 線膨脹係數0.00010~0.00020/℃,成型收縮率1.5~5.0%、比重0.91~0.93、熱變形溫度(38~49℃)。
PA(聚酰胺(尼龍))
1. 射出溫度及幹燥溫度須高;射出壓力及保壓不要過高和過長,要高速注射公模,應有排氣通道,以免膠料燒焦;背壓50~150kg/cm²。
2. 塑料在未達幹燥程度絕對不可放入熔膠筒內,因帶水份很強而易於卡住在加料段的杆槽裏,形成入料困難的現象。
3. 成形時,在射嘴處最易冷卻,倘在冷卻時增大射出壓力操作,易致使止逆閥破裂,所以射嘴處之溫度控製必須適當。為防止塑料因加料溢入模具,宜用有控製性的射嘴。
4. 在換用其他塑料進行射出時,應注意原尼龍加熱溫度是270℃以上,而一般料加熱溫度隻在200℃左右即行運作,因此必須加熱融膠筒至尼龍加熱溫度後再行運作,否則易使螺杆之止逆閥與分膠頭折斷。
5. 須注意成型方法方能產生良好效果。
6. 為防止形成廢邊,須使用精密模具。
7. 使用工業製品之模具,溫度升高須注意成形材料之結晶化。
8. 成形品設計須防止凹陷,考慮尺寸安定性。
9. 成形收縮率約為1.5~2.5%左右。
10. 尼龍6(PA6)之加熱溫度220~300℃、模具溫度100~160℃、料管溫度200~260℃、噴出料溫度220~300℃、射出壓力700~2000kg/cm²、最低操作溫度225℃、熔點溫度215℃、成型溫度10~300℃、幹燥溫度為75~100℃、需時2~6小時、使用除濕幹燥機、射出壓力750~2000kg/cm2、料管溫度第一段為230℃;第二段為230℃;第三段為220℃;第四段為210℃;模具表麵溫度25~70℃。線膨脹係數0.000083/℃,成型收縮率0.6~2.1%、比重1.1~1.4熱變形溫度67~70℃(149~185℃)。
11. 尼龍66(PA66)之加熱溫度250~380℃、模具溫度30~100℃、料管溫度240~300℃、噴出料溫度250~310℃、射出壓力600~2100kg/cm²、最低操作溫度260℃、熔點溫度215℃、成型溫度260~320℃、幹燥溫度80~90℃、須時3~6小時,使用除濕幹燥機、線膨脹係數0.00008~0.00013/℃,成型收縮率1.3~2.4%、比重1.1~1.4,熱變形溫度66~86℃。
12. 溫度設定:射嘴235~265℃、前段235~245℃、中段210~240℃、後段195~230℃;螺杆轉速100~105rpm、模具溫度35~40℃、背壓5-10kg。
13. 密度0.94~1.14g/cc,變形溫度35~121℃,成型收縮率0.7~2.5%。
PAR(聚芳香酯)
1. 密度1.17~1.31g/cc,變形溫度95~175℃,成型收縮率0.8~1.0%。
2. 玻璃轉移點190℃、固化速度快、樹脂溫度370℃、模具溫度130℃、射出壓力1000kg/cm²、射出速度快、成形時間普通、預備幹燥140℃、需時6小時、玻璃纖維強化35、流動性50。
PBT(飽和聚酯(熱可塑性聚酯))
1. 熔膠筒溫度宜控製在230~270℃,模溫宜設定在40℃~90℃。
2. 欲得光澤良好的表麵時,宜升溫,必要時需進行充分的預備幹燥。所需射出壓力約在500~1300kg/m²。
3. 溫度設定:射嘴250℃、前段245℃、中段235℃、後段230℃;螺杆轉速80rpm、模具溫度40~120℃、背壓10kg、料管溫度230~270℃、射出壓力300~1000kg/cm²、幹燥溫度100~140℃、需時2~8小時。
4. 密度1.29~1.50g/cc,變形溫度50~110℃,成型收縮率1.3~2.4%、比重1.3~1.6。
PC(聚碳酸酯樹脂(聚醛酸酯、防彈膠))
1. 射出壓力大,管內溫度過高或滯留時間久時,易起熱分解、變色及降低物性,須注意模溫以85℃~120℃為準。
2. 對厚的成品尤其不易成型,因成品易生殘留應力,會造成日後破裂,因此宜用粉末狀的矽利康作離模劑,勿用液狀離模劑。
3. 成形須高溫及高壓,須使用螺杆式成形梭。
4. 材料於使用前預作充份幹燥。
5. 澆口,流道設計應有較小的流動阻抗。
6. 成形品設計應有近接之肉厚,避免有金屬件鑲嵌。再者,退縮傾斜須在2°以上。
7. 成型收縮率0.4~0.7%、比重1.2~1.5。
8. 加熱溫度260~320℃、模具溫度80~120℃、料管溫度260~310℃、噴出料溫度280~320℃、射出壓力800~1500kg/cm²、最低操作溫度260℃。
9. 使用除濕幹燥機、幹燥溫度為105~120℃(0.02~0.03%以下)、需時2~4小時、料管溫度第一段為260~270℃;第二段為260~270℃;第三段為240~250℃;第四段為220~230℃;模具表麵溫度40~60℃。
10. 溫度設定:射嘴275~305℃、前段270~275℃、中段265~275℃、後段250~270℃;螺杆轉速50~115rpm、模具溫度60~120℃、射出壓力700~2100kg/cm²、背壓5-15kg。
11. 密度~1.20g/cc,變形溫度120~146℃,線膨脹係數0.000066/℃,熱變形溫度129~135℃(141℃)、。
PCTFE(聚氯化三氟乙烯)
1. 設計流動適當之澆口及流道。
2. 須使用高壓射出成型機。
3. 選用能防止變色之成形條件。
4. 用防鏽模具、材料,施行表麵處理。
5. 成形收縮率約為0.5%左右。
PE(聚乙烯)
1. 高密度PE料有明顯的結晶化溫度,最好增大射出速度。
2. 對厚肉製品而言,增快射出速度尤為重要:可改良製品的表麵光澤、防止翹曲、減少成型收縮率等。
3. 螺杆設計及止逆配備尤需精密,若有損耗及傷痕,加料時會產生漸慢現象。(因塑料逆流而產生射入模具的量減少,熔料倒回於計量部,使進料段的新料滯留,造成新陳代謝失效,因而形成成型品質量不堅實,縮水度強,不良率高的現象。)
4. 模具設計(澆口、流道)有快速之材料完填速度。
5. 采用冷卻速度均一之冷卻方式。
6. 使用螺杆式成型機較佳、流動性佳;不須高壓射出壓力,保壓宜較長30~60%。
7. 成形收縮率為2.5%,直角向為2.0%。
8. 成形品設計應防止翹曲、變形。
9. 低壓下,加熱溫度140~300℃、模具溫度30~65℃;高壓下,加熱溫度150~300℃、模具溫度50~70℃。
10. 高密度PE之料管溫度210℃、可關閉後麵1段噴出料溫度電源、射出壓力500~1500kg/cm²、最低操作溫度180℃。
11. 幹燥溫度為85℃、需時1小時、料管溫度第一段為220~240℃;第二段為200~220℃;第三段為180~190℃;第四段為160~170℃;模具表麵溫度30~70℃。
12. 溫度設定:射嘴210~265℃、前段200~255℃、中段200~250℃、後段190~240℃;螺杆轉速110~140rpm、模具溫度45~50℃、背壓150~250kg/cm²。
13. 密度0.91~0.97g/cc,變形溫度32~95℃,成型收縮率0.5~2.5%。
PEEK(聚苯醚醚酮(聚二醚酮))
1. 密度1.30~1.45g/cc,變形溫度151~300℃,成型收縮率1.0%。
2. 燒點334℃、玻璃轉移點134℃、固化速度快、樹脂溫度400℃、模具溫度180℃、射出壓力1000kg/cm²、射出速度快、成形時間長、預備幹燥150℃、需時3小時以上、玻璃纖維強化30、流動性55。
PES/PESF(聚醚)
1. 密度1.24~1.37g/cc,變形溫度174~214℃,成型收縮率0.5~1.0%。
2. 玻璃轉移點225℃、樹脂溫度370℃、模具溫度160℃、射出壓力900kg/cm²、射出速度普通、成形時間普通、預備幹燥150℃、需時3小時、玻璃纖維強化55、流動性70。
PET(聚對苯二甲酸乙二醇酯)
1. 溫度設定:射嘴280~295℃、前段270~275℃、中段265~275℃、後段250~270℃;螺杆轉速50~100rpm、模具溫度30~85℃、非結晶型之模溫為70℃以下、背壓5-15kg。
2. 使用除濕幹燥機、料管溫度240~280℃、射出壓力500~1400℃、射出成形溫度260~280℃、幹燥溫度120~140℃、須時2~5小時。
PI(聚酰亞胺)
1. 密度1.16~1.64g/cc,變形溫度278~380℃。
2. 燒點388℃、玻璃轉移點250℃、固化速度快、樹脂溫度410℃、模具溫度200℃、射出壓力800kg/cm²、射出速度普通、成形時間普通、預備幹燥200℃、需時6小時、成形收縮率1.6%、玻璃纖維強化40、流動性75。
PMMA(聚甲基丙烯酸甲酯(壓克力))
1. 此料特性是韌性強、料流不良,宜低溫成型。轉速宜慢,使管內不起溫升。
2. 設計模具時宜加大澆道及射嘴孔。
3. 壓克力成型屬技術性加工成型,操作時須辟淨室以隔離灰塵、漏鬥宜清潔、取模宜輕巧、帶白手套等以保持幹淨。
4. 一般型:料管溫度180~240℃、射出壓力750~2400kg/cm²、模溫40~70℃、幹燥溫度70~75℃(0.1~0.2%以下)、需時4小時、收縮率0.4~0.8。
5. 耐熱型:料管溫度220~260℃、射出壓力750~2400kg/cm²、模溫40~70℃、幹燥溫度70~75℃(0.1~0.2%以下)、需時4小時、收縮率1.1~1.2。
6. 幹燥溫度為80℃、需時3~4小時、料管溫度第一段為200~220℃;第二段為190~220℃;第三段為170~200℃;第四段為150~180℃;模具表麵溫度20~90℃。
7. 溫度設定:射嘴185~215℃、前段190~200℃、中段175~190℃、後段170~190℃;螺杆轉速80~200rpm、模具溫度30~80℃、使用高壓射出壓力、保壓長至2~3分鍾,背壓150~400kg/cm²。
8. 密度1.14~1.20g/cc,變形溫度76~116℃,成型收縮率0.2~0.8%。
9. 線膨脹係數0.00005~0.00009/℃,熱變形溫度68~99℃(74~107℃)。
POM(聚甲醛)
1. 宜注意成型時的溫度管理,POM料不可在熔膠筒內滯留過長時間,否則易過火、黃色化。
2. 熔化後的氣體很濃,射嘴及法蘭的各部接觸點最易腐蝕,宜用好的材質。
3. 加熱溫度190~220℃、模具溫度80~120℃、料管溫度170~225℃、噴出料溫度190~210℃、射出壓力800~1500kg/cm²、保壓視塑件壁而定、最低操作溫度180℃。
4. 使用熱風幹燥機、幹燥溫度為100~120℃、需時1~4小時、料管溫度第一段為190~215℃;第二段為195~215℃;第三段為180~205℃;第四段為150~180℃;模具表麵溫度60~120℃。
5. 溫度設定:射嘴185~215℃、前段190~200℃、中段175~190℃、後段170~190℃;螺杆轉速80~200rpm、模具溫度30~80℃、射出成形溫度195~250℃、700~1500kg/cm2、背壓100~200kg/cm²。
6. 密度1.30~1.45g/cc,變形溫度70~125℃,成型收縮率0.8~2.0%,比重1.4~1.6,線膨脹係數0.000081/℃。
PP(聚丙烯)
1. PP料從280℃附近會開始劣化,所以加熱溫度宜在270℃以下操作,其分子配向性很強,在低溫成型時,易因分子配向而翹曲及扭曲,宜注意。
2. 高壓成形時須使用高壓成型機。
3. 退縮傾斜可能放大。流道、澆口須因應流動性設計。注意控製材料溫度及型模度。
4. 成形收縮率為0.35%左右、加熱溫度180~300℃、模具溫度20~80℃、料管溫度220~270℃、噴出料溫度210~280℃、射出壓力400~1000kg/cm²、最低操作溫度200℃。
5. 澆口設計必須注意成形品之黏著。成形品設計須防止發生凹陷及變形。成形收縮率約為0.8~1.5%。
6. 使用熱風幹燥幹燥溫度為60~90℃、需時1小時、料管溫度第一段為240~250℃;第二段為190~250℃;第三段為170~230℃;第四段為150~210℃;模具表麵溫度20~60℃。
7. 溫度設定:射嘴200~220℃、前段190~215℃、中段190~210℃、後段185~200℃;螺杆轉速120~最大rpm、模具溫度20~70℃、射出壓力700~1800℃、保壓極長30~70%、背壓120~200kg/cm²。
8. 密度0.90~0.91g/cc,比重0.9~0.92線膨脹係數0.000058~0.0001/℃,成型收縮率1.0~2.5%,熱變形溫度57~63℃(96~110℃)。
PPS(聚苯硫醚)
1. 密度1.34~1.40g/cc,變形溫度110~265℃,成型收縮率0.4~1.4%。
2. 料管溫度290~360℃、射出壓力500~1400kg/cm²、模溫120~150℃、射出成形溫度300~370℃。
3. 燒點288℃、玻璃轉移點90℃、固化速度快、樹脂溫度320℃、模具溫度150℃、射出壓力600kg/cm²、射出速度快、成形時間短、預備幹燥140℃、需時3小時、成形收縮率1.6%、玻璃纖維強化100。
4. 使用熱風幹燥機、幹燥溫度130~150℃、需時2~3小時。
5. 使用除濕幹燥機、幹燥溫度120~140℃、需時2~4小時。
PS(聚苯乙烯)
1. 較易成型。
2. 於模具中頂出時,應注意缽裂、選定適合之開關模機構。
3. 成形品有缽裂之虞者,注意成形品設計。特殊情況使用1°以上之退縮傾斜,注意模具不得有低陷部分。
4. 成形收縮率為0.45%左右、一般型之加熱溫度160~310℃、模具溫度40~70℃;耐衝擊型之加熱溫度180~310℃、模具溫度40~70℃。
5. 使用熱風幹燥機、幹燥溫度為60~80℃、需時1~2小時、料管溫度180~260℃,第一段為190~215220~240℃;第二段為210~240℃;第三段為180~230℃;第四段為150~180℃;模具表麵溫度10~70℃。需時2小時。
6. 溫度設定:射嘴190~225℃、前段180~225℃、中段160~220℃、後段150~200℃;螺杆轉速70~160rpm、模具溫度20~80℃、背壓10~20kg。
7. 密度1.04~1.06g/cc,變形溫度65~106℃,成型收縮率0.4~0.8%,比重1.0~1.1。
8. 流動長度200~500L/t、線膨脹係數0.00005~0.000083/℃、玻璃轉移溫度85~110℃、負載彎撓溫度68~105℃(50~95℃)、傳導係數0.0003cal.cm.s.sm/℃、密度1.03~1.05g/cm³、抗拉強度350~550kgf/cm²、拉伸率1.2~3.6%、彈性係數22000~32000 kgf/cm²、2.1~3.2kgf.cm/cm、衝擊強度1.9~2.4kgf.cm/cm、洛式硬度M60~84、透明、吸水性0~0.03%。
PSF(聚碸)
1. 使用除濕幹燥機、加熱溫度340~400℃、模具溫度160~200℃、幹燥溫度80~160℃、幹燥時間3~4小時。
2. 密度1.24~1.30g/cc,變形溫度164~190℃,成型收縮率0.15~0.9%。
3. 玻璃轉移點189℃、固化速度快、樹脂溫度350℃、模具溫度130℃、射出壓力900kg/cm²、射出速度普通、成形時間普通、玻璃纖維強化30、流動性45。
4. 料管溫度330~360℃、射嘴330℃、第一段330℃、第二段320℃、第三段290℃、模溫95~100℃、射出壓力700~1000kg/cm²、成形收縮率0.7%。
PTFE(聚四氟乙烯(聚四氟烯))
1. 加熱溫度260~340℃、模具溫度100~160℃。
2. 玻璃轉換溫度為19℃、銅箔抗撕強度7.1 lb/in、板材Z軸熱膨賬係數73ppm/℃、尺寸安定性0.8%、易製性為25%。
3. Tg很低,在常溫下過於柔軟。
PU或PUR(聚氨基甲酸酯)
1. 使用除濕幹燥機、幹燥溫度90℃、需時1~4小時、模具溫度80~100℃。
2. 料管溫度180~240℃、密度1.14g/cm²、收縮率0.6~0.8%、吸水率0.02%、料管選擇小~中、熔膠表壓60~80kg/cm²、、壓縮比2.2~2.5:1、L/D比18~20。。
PVAC(聚醋酸乙烯酯)
1. 加熱溫度120~200℃、模具溫度20~55℃。
PVC(聚氯乙烯(硬質))
1. 管內溫度宜取170-l90℃加熱,應避免 200℃以上高溫加熱,模溫取50 -60℃。
2. 塑料滯留時間宜短,以最慢轉加料法使管內不升溫度,以慢射出法使氣體可排出於模體。模具排氣孔宜大,螺杆需加電鍍、不必用止逆裝置、射嘴孔應加大、每次需射到底,使不含滯料在管內。停止操作時,須把溫度慢慢降低,一直操作至不良成品時促使內部滯料全部射出。
3. 材料溫度之控製較為重要,使用螺杆式成型機較佳。
4. 澆口,流道設計應使之有較小的流動阻抗。
5. 模具須作耐蝕表麵處理。
6. 加熱溫度149~213℃、模具溫度50~70℃、料管溫度165~185℃、噴出料溫度175~195℃、射出壓力1000~2800kg/cm²、最低操作溫度165℃、。
7. 使用熱風幹燥機、料管溫度為150~190℃、需時1~4小時、幹燥為80~100℃,料管溫度第一段為180~200℃;第二段為180~200℃;第三段為160~180℃;第四段為140~160℃;模具表麵溫度20~600℃。
8. 溫度設定:射嘴185℃、前段180℃、中段175℃、後段165℃;螺杆轉速60rpm;模溫25~70℃。
9. 密度1.1~1.6g/cc,變形溫度55~100℃,成型收縮率0.1~0.5,1~5%,線膨脹係數0.00005~0.000185/℃,成型收縮率0.1~0.5%,熱變形溫度57~74℃(82℃)。
PVDC(聚乙烯甲醛)
1. 加熱溫度150~200℃、模具溫度50~70℃。
SAN(苯乙烯、丙烯晴共聚物(AB膠、SAN料、透明大力膠))
1. 加熱溫度170~290℃、模具溫度40~80℃。
TPU(TPU樹脂)
1. 加工前須充分幹燥,水分最好在0.03以下。
2. 回收料之加工以不超過總量的25%為原則。
3. 加工時可加入BS/PVC予以改變TPU的流動性或物性,但不可超過總量的15%。
4. 換色加工時可使用Pp/LDPE來清洗料管。
5. 收縮率約在0.3-0.8%之間,射出時增大模具澆口口徑、增長保壓時間及射出壓力、降低模具溫度都能減少成型品收縮率。
熱門文章
-
 老生常談,POM均聚甲醛和共聚甲醛的區別
老生常談,POM均聚甲醛和共聚甲醛的區別POM是常見的工程塑料之一,而均聚甲醛和共聚甲醛是最常見的POM材料,二者結構相似,有很多共同點,那麼二者之間有什麼有什麼區別?今天就跟小編一起來了解一下。一、背景1960年 美國杜邦(DuPont)公司首次將均聚物型樹脂(DELRIN)商品化。1961年 美國Celanese公司(現在的Ti
瀏覽量:9183 -
 你可知道PS塑料和ABS塑料哪個好?
你可知道PS塑料和ABS塑料哪個好?問:ABS塑料與PS塑料哪個好? 答:一般來說,ABS塑料性能是優於PS塑料的,你用PS塑料可以做的產品,ABS塑料一般都可以打出來,而用ABS原料可以做的產品,PS原料不一定能做出來。 如果
瀏覽量:8361 -
 ETPU是什麼材料?這個就是我們要了解的
ETPU是什麼材料?這個就是我們要了解的ETPU是一種質地柔軟、彈性極佳,耐磨、耐撕裂、止滑性能優異的熱塑彈性體材料,廣泛應用於鞋材領域,不但適合製作運動鞋中底和內底,還適合用於抗反複衝擊、運動防護、阻尼、家
瀏覽量:7893 -
 帶你了解POP和POE塑料的區別在哪裏?
帶你了解POP和POE塑料的區別在哪裏?兩者沒有本質的區別,隻是共聚單體含量上有所區別,絕大部分塑性體和彈性體基料都是乙烯,隻有DOW的Versify、EXXON的Vistamaxx、三井的Tafmer是丙烯基,共聚單體都為辛烯(8C)、己烯(6C)或丁烯(4C),一般POE共聚單體含量高於20%,POP共聚單體小於20%,因為共聚單體含量的多少導致POE與POP的密度差異,一般POP的密度要高與POE。
瀏覽量:6055 -
 聚丙烯帶你了解均聚PP和共聚PP的區別
聚丙烯帶你了解均聚PP和共聚PP的區別聚丙烯,是由丙烯聚合而製得的一種熱塑性樹脂。按甲基排列位置分為等規聚丙烯(isotactic polypropylene)、無規聚丙烯(atactic polypropylene)和間規聚丙烯(syndiotactic polypropylene)三種,今
瀏覽量:5217 -
 韓國SK材料ECOZEN與SKYGREEN的區別在哪裏?
韓國SK材料ECOZEN與SKYGREEN的區別在哪裏?現實生活中很多透明食品容器都用不含雙酚A的透明塑膠原料,所以很多選擇韓國SK材料ECOZEN與SKYGREEN,今天小編一一帶大家分別韓國SK材料ECOZEN與SKYGREEN的區別在哪裏? ECOZEN是透明耐高溫
瀏覽量:5106 -
 SPS是什麼塑料?關於XAREC簡單介紹
SPS是什麼塑料?關於XAREC簡單介紹間規聚苯乙烯樹脂(SPS塑料),是1985年由日本出光成功合成,並於1997年由日本出光實現工業化的純國產聚合物。(商品名《XAREC》是使用間規聚苯乙烯樹脂(SPS)的等級群的品牌。)
瀏覽量:4974 -
 POM與PA比,哪個更耐磨?
POM與PA比,哪個更耐磨?眾所周知塑料齒輪多采用POM和PA,POM因剛性和耐疲勞性高,具有更廣泛的應用,POM齒輪相對金屬齒輪有較多的優點:質量輕、工作噪音小、耐磨損、無需潤滑、可以成型較為複雜的形狀、
瀏覽量:4959 -
 速看!耐高溫塑料彙總:8大類高耐熱工程塑料···
速看!耐高溫塑料彙總:8大類高耐熱工程塑料···塑料按長期使用溫度分類,可分為通用塑料、工程塑料和高溫工程塑料,其中高溫塑料又被稱為耐熱塑料、高性能塑料、特種工程塑料等。工程塑料的長期使用溫度在100℃至150℃左右。五大工程塑料包括PA、POM、PBT、PC和PPO。通常應用於機械零件、汽車、電器電子等領域。高溫工程塑料的使用溫度在150℃以上,這類材料除了較高的耐
瀏覽量:4304 -
 PC抗老化一般幾年?這就是我們要了解的
PC抗老化一般幾年?這就是我們要了解的PC塑料簡介(聚碳酸酯) 英文名稱:Polycarbonate 聚碳酸酯是日常常見的一種材料,PC是一種線型碳酸聚酯,分子中碳酸基團與另一些基團交替排列,這些基團可以是芳香族,可以是脂肪族,也可兩者皆有。雙酚A型PC是很重要的工業產品,PC是幾乎無色的玻璃態的無定形聚合物,有很好的光學性。現在PC的介紹已經介紹完了,那現在我們要
瀏覽量:4270 -
 關於PPE/PS、你知道多少呢?
關於PPE/PS、你知道多少呢?PPE/PS就是PPO,中文名稱叫聚苯醚,PPE/PS複合材料是在PPE的基礎上機上其他熱塑性材料例如PS(苯乙烯)、PA(聚酰胺,俗稱尼龍)等材料的複合材料。這樣加工成型後具有良好的幾何穩定性、化
瀏覽量:4062 -
 關於PMP材料,你了解多少?
關於PMP材料,你了解多少?相關詞條 PMP簡介 PMP特性 PMP應用 PMP注塑 PMP簡介 PMP學名 聚4-甲基戊烯-1單體 4-甲基戊烯-1本色 聚4-甲基戊烯-1是一種高結晶透明塑料,比重為0.83,是所有塑料中最輕的。表麵硬度較低,無
瀏覽量:3832 -
 聚芳碸(PASF)是什麼材料?
聚芳碸(PASF)是什麼材料?中文名稱:聚芳碸 英文名稱:polyarylsulfone 牌號:PAS 色態:琥珀色透明顆粒 製得:由4,4`-二磺酰氯二苯醚與聯苯反應製得 應用:常用作金屬詹黏結劑。 PASF聚芳碸性能 與雙酚A型聚碸相比
瀏覽量:3773 -
 PC抗UV與不抗UV有何區別?
PC抗UV與不抗UV有何區別?PC抗UV就是PC塑膠原料含有抗紫外線吸收劑 熱穩定劑,含有抗紫外線,耐老化,耐黃變的性能,UV是紫外線的縮寫,英文全稱為ultraviolet,紫外線波長為:10-400nm , UVA 波長在 320-390nm ,紫外線會導致設備外殼老化,暴露在戶外的設備通常需要抗uv。抗UV耐候PC原料在日常生活中,處處可見的陽光棚的板、電動車遮陽棚、瓦楞板、
瀏覽量:3410 -
 PEI ULTEM材料眼鏡與PA12 TR90材料眼鏡有什···
PEI ULTEM材料眼鏡與PA12 TR90材料眼鏡有什···現在很多的眼鏡架都是塑料製品,那麼你知道這些塑料製品一般是什麼材料嗎?眼鏡架最主要的是由PEI ULTEM材料和PA12 TR90材料製作的,那麼PEI ULTEM材料眼鏡與PA12 TR90材料眼鏡有什麼區別
瀏覽量:3399















推薦文章
 紅外線穿透PC塑料有哪些注意事項?
紅外線穿透PC塑料有哪些注意事項?PC塑料製品是不是真的可以穿透紅外線,這就是我們現在要了解的,紅外線穿透PC塑料日常常見的一種材料。由於其無色透明和優異的抗衝擊性,日常常見的應用有光碟,眼鏡片,水瓶,
 PPG擬收購特種材料製造商Dexmet公司
PPG擬收購特種材料製造商Dexmet公司PPG近日宣布其已和私募股權公司Sverica Capital Management LP就收購Dexmet Corporation一事簽署最終協議。 PPG工業集團(PPG Industries)是一家全球化經營的美國企業,主要生產塗料、玻璃、玻璃纖維
 醫療級PC/ABS塑料具體有哪些特殊的型號呢?
醫療級PC/ABS塑料具體有哪些特殊的型號呢?醫療級PC/ABS塑料是上個世紀90年代初期所發展起來的一種新型的較高性能的特種工程性的塑料,這種塑料具有著一定的特性,它有著超強的蒸汽消毒性,也有著一定的耐腐蝕性,而且具有
 寶理塑料新上市的醫用級POM可向全球供應
寶理塑料新上市的醫用級POM可向全球供應寶理塑料(Polyplastics)集團近日宣布,其醫用級聚甲醛DURACON®POM係列產品已上市。該產品將向中國、印度、歐洲和美國等國家地區供應。在醫療器械市場,製造商和終端用戶需要可靠的供應商提供高質量材料。幾十年來,寶理塑料憑借其高純度的TOPAS®COC(環烯烴共聚物)為醫療保健領域服務。作為領先的聚甲醛製造商,寶理塑
 2021年6月28日塑膠原料實時報價
2021年6月28日塑膠原料實時報價PC塑膠原料:上周原料雙酚A跌勢加速,而近期國產PC貨源供應不斷恢複,部分業者開始進行預售操作,加之月底偏低成本進口貨到港,而下遊消費難見改觀,市場總體悲觀看空氣氛持續
 SABIC耐寒PC塑料的耐低溫性能介紹
SABIC耐寒PC塑料的耐低溫性能介紹寒冬來臨之際,外麵有很多透明PC塑料都可以在那麼低溫的氣候都可以擋住風雨,那麼你知道有多少是SABIC耐寒PC塑料嗎?今天就介紹一下SABIC的PC塑料耐低溫性能,聚碳酸酯是一種強韌的
 三養社開發用於汽車日間行車燈的高透光率PC聚碳酸酯
三養社開發用於汽車日間行車燈的高透光率PC聚碳酸酯4月10日,韓國汽車前照燈聚碳酸酯市場領先企業三養社憑借日間行車燈(DRL,Daytime Running Light)材料,進軍全球市場。三養集團的化學、食品成員公司三養社【CEO薑鎬星(音)】於10日發布消息稱,公司已開發出用於汽車日間行車燈(DRL,Daytime Running Light)的高透光率聚碳酸酯(PC,Polycarbonate)。汽車日間行車燈是
 ABS塑料市場火熱,預計未來價格將繼續上行
ABS塑料市場火熱,預計未來價格將繼續上行PP上遊丙烯 今日丙烯價格短期可能會保持堅挺,但繼續上行的動力有限。 PP後市分析 神華寧煤煤製油以及寧波福基即將停車檢修,帶來供應利好消息,昨日中石化、中石油企業價格繼續
 西班牙塑料顆粒泄漏刺激歐盟,擬要求加強塑料運輸中的監控
西班牙塑料顆粒泄漏刺激歐盟,擬要求加強塑料運輸中的監控無數微小的塑料顆粒被衝上西班牙北部海岸,當地政府於本周二宣布進入環境緊急狀態。西班牙國家檢察官展開調查,擔心這些顆粒可能具有毒性,並表示有跡象表明它們也在法國海岸被發現。對西班牙西北海岸衝刷的數百萬塑料顆粒的憤怒正在蔓延到歐洲議會。據媒體報道,一些歐盟 (EU) 立法者發誓要加強議會於 2023 年 10 月 16 日開
 9月26日塑膠原料現貨價格行情表一覽
9月26日塑膠原料現貨價格行情表一覽PE塑膠原料? 市場價格穩中上漲,部分石化陸續上調出廠價格,在整體成本的支撐下,持貨商隨行就市報盤走高。國內LLDPE參考價格在9650-10000元/噸。 PP塑膠原料? 市場高位震蕩,部分










